1) Market Background (Outlook + Trend)
In Brazil, scrap yards are increasingly competing on dispatch reliability—not just scrap sourcing. Mixed heavy scrap from demolition, fabrication, and industrial maintenance often arrives oversized and irregular. If sizing is delayed, oversize pieces spread across the yard, block lanes, and force repeated crane moves. This creates the common “rush cutting” problem: cutting happens only when trucks arrive, which leads to missed loading windows and inconsistent shipment quality.
That’s why the outlook for a 630-ton container scrap shear is strong. A dedicated, high-force sizing station helps yards convert mixed heavy scrap into consistent, loadable pieces early in the process. When output becomes predictable, stacking improves, loading becomes tighter, and daily dispatch planning becomes much easier.
2) Customer Materials (Raw Material Profile)
The Brazilian customer’s inbound stream was mainly heavy ferrous scrap, including:
Structural steel offcuts (I-beams, channels, angles) from demolition and fabrication
Round and square bar scrap requiring controlled cutting and consistent length
Plate offcuts and mixed bulky pieces that previously created “problem items”
Typical sizing targets aligned with common heavy shapes, such as square 120×120 mm, round Ø130 mm, and plate up to 40×1000 mm class
3) Target Capacity (Production Goal)
The customer wanted cutting to become a routine step that matches daily truck loading:
Target throughput: 8–10 t/h (material-dependent, based on a stable feed rhythm)
Target cutting rhythm: 3–4 cuts/min to prevent peak-day backlog
Operational goal: reduce re-handling and keep sizing ahead of dispatch, so loading becomes smoother and more predictable
4) Site Constraints (Layout & Utilities)
The yard had practical constraints typical for busy Brazilian operations:
Limited space near the loading lane, requiring a compact station footprint and clean traffic separation
Crane/grapple feeding, needing a wide feeding mouth to handle mixed batches efficiently
Need for clear discharge and stacking lanes to avoid cross-traffic and congestion
Power planning around a stable industrial supply (380V/50Hz class, customized as required) and consistent daily operation
5) Why This Tonnage (Selection Logic)
The customer selected a 630-ton class container scrap shear because their scrap mix included heavier sections and plate that demanded strong cutting force without sacrificing rhythm. The decision was tied to measurable factors:
A wide 3700 × 2500 mm feeding mouth for practical crane feeding of mixed heavy scrap
A strong hold cylinder (1153 kN) to stabilize irregular pieces and reduce repositioning time
A 1500 mm blade and 1500 × 400 mm output mouth to support controlled discharge and consistent staging
A stable 3–4 cuts/min rhythm and an 8–10 t/h capacity range to match dispatch needs
A smaller tonnage would have struggled with the heavier shapes, while an oversized solution could have increased footprint and cost without improving the yard’s real bottleneck.
6) Actual Configuration (As Delivered)
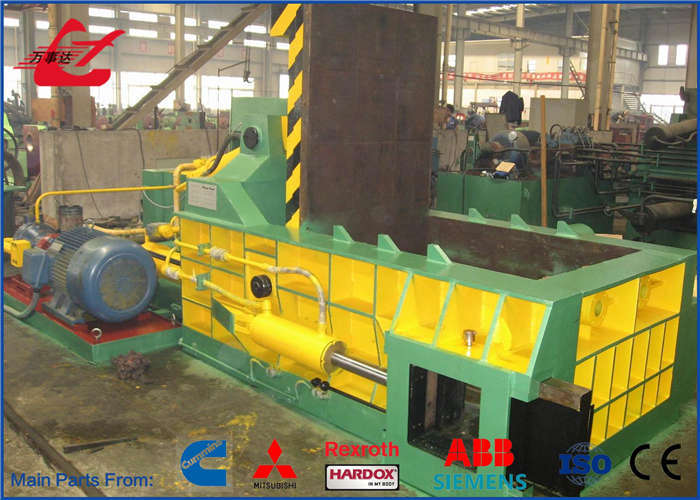
Jiangsu Wanshida Hydraulic Machinery Co., Ltd. supplied 1 set Q43W-6300A horizontal container scrap metal shear machine, configured with PLC automatic control + remote operation (Siemens), air cooling, and a matched 3 motor + 3 pump hydraulic package to support stable daily runtime.
7) Workflow Setup (How It Runs On Site)
The shear was placed between inbound staging and outbound loading to reduce “touches per ton.”
Feed → Hold → Cut → Discharge → Stack/Load
8) Container Loading / Installation / Trial-Run Feedback (On-Site Notes)
Container packing and unloading were planned to protect hydraulic components and allow efficient lifting and positioning at the site
Installation checks focused on leveling, power connection, hydraulic cleanliness, and safe feed/discharge lane separation
Trial run validation emphasized holding stability on irregular pieces, cutting rhythm consistency, and discharge staging clarity
Operator onboarding focused on crane feeding discipline and safe remote operation practices
The customer reported the machine was running smoothly and the overall usage performance was very good, especially for daily sizing and dispatch preparation
9) Specification Table (Key Technical Parameters)
Item
Specification (Q43W-6300A)
Product
Q43W-6300A Horizontal Container Scrap Metal Shear Machine
Quantity
1 set
Cutting force
2890×2 kN (630–640 ton class), 2 cutting cylinders
Speed-up cylinder
512 kN, 1 pc
Hold cylinder
1153 kN (118 ton), 1 pc
Feeding mouth (L×W)
3700 × 2500 mm
Output mouth (W×H)
1500 × 400 mm
Blade length
1500 mm
Cutting speed
3–4 times/min
Capacity
8–10 t/h
Hydraulic oil cooling
Air cooling system
System pressure
22.0 MPa (Max 25.5 MPa)
Motors
Y225M-4, 45 kW, 1480 r/min, 3 sets
Pumps
A7V160LV1RPFOO, 160 ml/r, 35 MPa, 3 sets
Power supply
380V / 50Hz (customized)
Total power
About 139 kW
Control method
PLC automatic + Remote (Siemens)
Overall size (L×W×H)
8300 × 2250 × 2900 mm
Total weight
About 29 ton
Typical cuttable scrap
Square 120×120; Angle 200×200×20 (3 pcs); Round Ø130; I-beam 500×162×16; Plate 40×1000; Channel 400×104×14.5 (2 pcs)
10) Operating Condition Notes (Parameters + Work Conditions)
Best suited for mixed heavy scrap where stable holding reduces repositioning and improves cut consistency
Rated capacity 8–10 t/h depends on scrap mix, feeding stability, and staging discipline
The air cooling system supports continuous operation when the yard maintains a steady feeding rhythm
For best results, design clear zones: feeding lane, discharge zone, and stacking/loading lane to prevent congestion
11) Customer Feedback (First Change → Second Change → Final Habit)
First change: oversize scrap stopped blocking lanes because sizing moved from “last-minute” to routine processing
Second change: discharge piles became more uniform, improving stacking and reducing loading friction
Final habit: dispatch planning became calmer—cut sizes and output rhythm were predictable, and daily shipping became easier to control
Overall usage feedback from the customer was very positive, especially in daily operation stability and yard flow improvement.
12) Key Takeaway
This Brazil project shows how a 630-ton container scrap shear can anchor a predictable “cut-and-load” routine. With a wide feeding mouth, strong holding, stable 3–4 cuts/min rhythm, and PLC remote control, the Q43W-6300A helps convert mixed heavy scrap into loadable, consistent pieces—supporting better yard organization and smoother dispatch.
FAQ (3)
Q1: How do I know if 630-ton class is right for my yard?
If your scrap mix includes heavy sections and plate that regularly create oversize bottlenecks, you need enough cutting force to maintain rhythm without frequent repositioning.
Q2: What affects real output most?
Feeding method (crane/grapple), scrap mix, and staging layout. Stable holding and clear discharge lanes reduce interruptions.
Q3: What should be prepared before installation?
Confirm lifting plan, power supply, hydraulic oil readiness, and clear feed/discharge/stacking zones for safe traffic flow.
CTA: Send your scrap mix + max size/thickness + daily tons + feeding method + site layout. We’ll recommend the right tonnage and a practical station layout for stable dispatch.